

表面力学测试
热喷涂陶瓷-金属复合材料点阵压痕的应用
热喷涂是一种涂层加工工艺,其中一些原料(通常是粉末的形式)在高温下熔化,同时加速并沉积在基材上,并在基材上固化(见图1)[1-4]。沉积涂层有许多用途,主要是增加耐磨性和抗热性,防腐蚀和硬度。该工艺已被许多行业采用,热喷涂涂料(TSC)也得到了广泛的应用。应用案例包括飞机引擎,造纸工业,化学工业,和独立的陶瓷部件上,虽然具有广泛的工业应用,仍然再继续研究这些涂层,尤其是它们的机械性能。这主要是由于热喷涂(通常)是在高温下进行操作,然后在较低温度下快速凝固,这导致了不同的形成阶段。此外,大多数喷涂材料含有几种不同性质的成分,使其结构具有很强的异向性。因此,测定这些非均质材料(沉积物)的力学性能是一项具有挑战性的任务,有几种常用的方法来测定其机械性能: 三点弯曲,拉伸测试,维氏微硬度。然而,这些方法测试了大量的材料,这些不一定考虑这些涂层的非均质结构。仪器化压痕测试(IIT,通常称为纳米压痕)具有对材料上特定位置进行局部测试的能力,从而获得涂层机械性能的重要信息,而这些信息都很难通过其他方法获得。此外,仪器化压痕可以应用点阵模式,在更大的面积做一个矩阵式的压痕。随后对结果统计评估,获得了各个相的硬度和弹性模量[5-7]。当对非常小的结构单元对材料进行压痕测试时,这种方法尤其有用,因为局部压痕非常困难,甚至不可能实现[8,9]。本应用报告将演示点阵压痕法在热喷涂涂层上的应用,由于其具有突出的非均质结构,点阵压痕法尤其具有优势。在Skoda研究公司(Plzen,捷克共和国),点阵压痕法已应用于使用高速氧燃料(HVOF)沉积方法的陶瓷-金属复合材料。

图 1 – 热喷涂涡轮叶片图片由捷克科学院等离子体物理研究所提供
应用报告
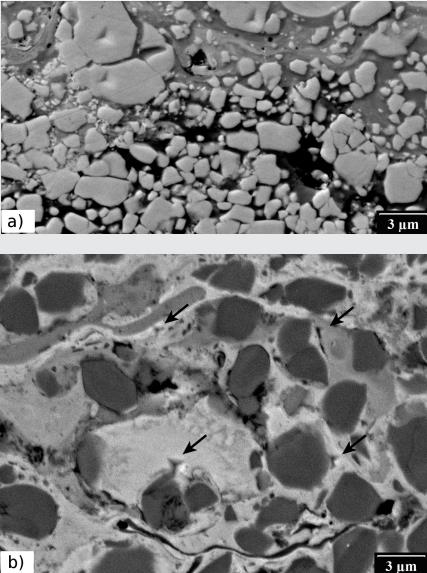
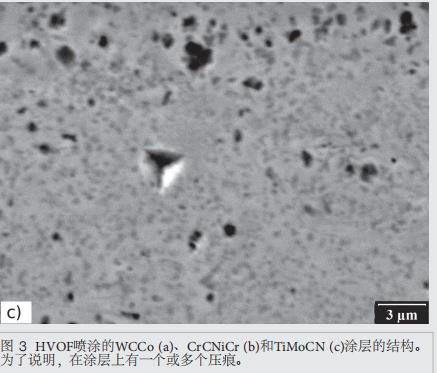
对三种不锈钢基体上的三种采用HVOF方法制备的陶瓷-金属(陶瓷)涂层:WC-17%Co, Cr3C2-25%NiCr and (Ti,Mo)(C,N)-39%NiCo 进行点阵压痕实验。 I在下面的文章中样品分别简称为WCCo, CrCNiCr, and TiMoCN。WCCo和CrCNiCr涂层典型结构由硬质碳化物颗粒混在较软的金属基体中[9,10],结构如图3a 和图3b所示。TiMoCN 涂层(图 3c) 在孔隙和空隙的存在下不均匀性降低。对涂层的抛光截面进行了点阵压痕实验。
结果讨论
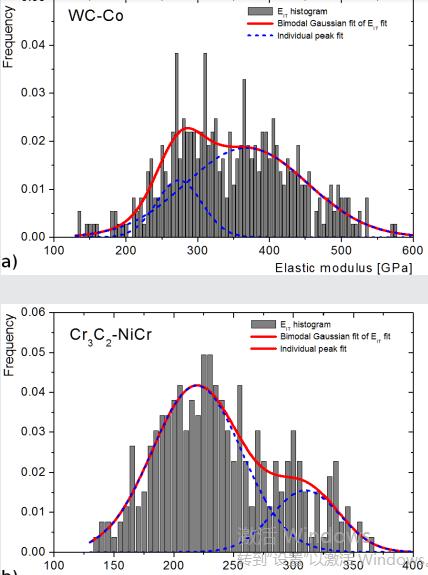
压痕点阵的结果、弹性模量的概率密度图(直方图)及对测试样品的双峰高斯分布拟合如图4所示。直方图数据(压痕点阵中每个压痕的弹性模量EIT值)由矩形的高表示,而Eq.(1)定义的单一分布的拟合曲线用虚线表示。两个分布的总和用实线表示。单一分布的参数与涂层中每一相弹性模量EIT值的平均值和标准方差有关。WCCo和CrCNiCr涂层包含具有不同力学性能的两种相(碳化物颗粒和金属基体),因此可以预期弹性模量直方图将由具有不同峰值(每一种相对应)的两种分布拟合。在WCCo 和 CrCNiCr涂层弹性模量EIT的直方图可以看到两个独特的峰(双峰分布) (图4a,b)。对于WCCo涂层,双峰高斯分布的参数μ1(相1的弹性模量,即金属基体)和μ2 (硬质合金颗粒的弹性模量)分别是274 GPa和 368 GPa。对于CrCNiCr涂层,CrCNiCr涂层参数μ1 (金属基体的弹性模量)的涂层是219 GPa而参数μ2(硬质合金颗粒的弹性模量)是310 GPa(见表1和表2)。这些值与相似成分的块体材料显示一致性[11]。
文章来源:仪器信息网 整理自网络旨在分享若涉版权问题请联系021-33587030删除。谢谢




